


Pièces de moulage mécanique sous pression de précision de roues en aluminium du moule A356
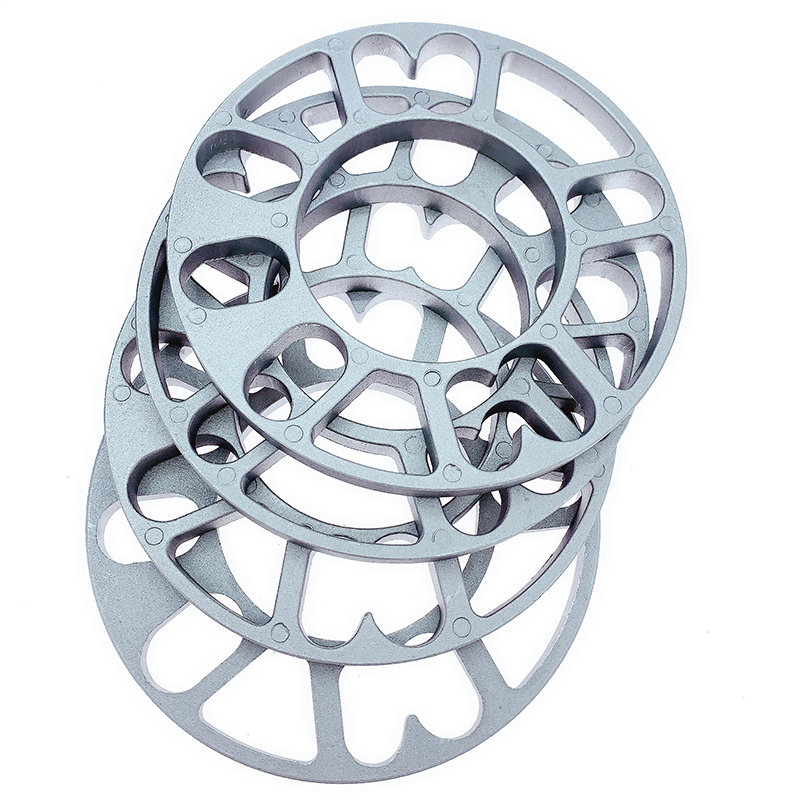
● ET Spacer Advantage convient à tous les modèles, évitant les freins et résolvant le problème de contact des roues avec l'étrier.
Taille : 3 mm, 5 mm, 6 mm, 8 mm, 10 mm
● Veuillez consulter le service client pour plus de détails :
Poids : 3 mm-0,05 kg/pièce
5mm-0.10kg/pièce
8 mm-0,15 kg/pièce, 10 mm-0,17 kg/pièce
6 mm-0,15 kg/pièce
Classification : pièces automobiles moulées sous pression en alliage d'aluminium.
Mots clés : élargissement de modification de roue de voiture/pièce ET de roue/friction/entretoise/bride en alliage d'aluminium.
- TOPCASTING
- Xiamen
- 25-40 jours
- 6000 pièces par mois
Détails
DÉTAIL DU PRODUIT
Prix
Selon le processus spécifique et la décision de traitement de surface
Quantité Coût
1 unité 0,50 $ – 18 $ / unité
Les détails d'expédition
Port : Xiamen ou Guangzhou Transport : Océan ; Air; Atterrir
Principales caractéristiques
Aspect de finition élevé, rugosité de surface lisse de Ra1,6 après usinage.
La précision d'usinage est élevée et la structure d'assemblage est transparente.
Pas de granules, pas de taches et pas d'apparence de décollement de la peinture.
Aspect lisse, résistance à la corrosion.
Matériel
AluminiumADC12,ADC10,A360,A356,A380,A413,B390,EN47100,EN44100Alliage de magnésium AZ91D, AM60B Alliage de zinc ZA3#,ZA5#,ZA8, dépend du client demandé
Processus
Conception de moules-Moulefabrication- Moulage sous pression- Ébavurage-Usinage-Finition-Emballage
Attestation
ISO 9001
Finition
1. Sablage 2. Anodisation 3. Électrophorèse 4. Revêtement en poudre 5. Chromisation
Détails de l'' emballage
1. Chacun dans un sac à bulles 2. Carton spécial 3. Palette 4. Caisse en bois
Caractéristiques
| Dimensions | Personnalisé |
| Couleur | Couleurs métalliques disponibles |
| Technologie | Moulage sous pression haute pression, CNC, mesure CMM, peinture |
| Ils sonttraitement du visage | Polissage, galvanoplastie, sablage, anodisation |
| Application | Automobile, pour moyeux 4 et 5 trous, gamme PCD 4*100 4*108 4*114.3 5*100 5*108 5*112 5*114.3 5*115 5*120 |
Moulage sous pression
UNChamps d'application de la matrice en aluminiumfonderie
L'industrie de transformation maximise souvent les performances des matériaux et applique la valeur des matériaux à votre projet à bas prix.

Équipement de communication
L'aluminium peut supporter des environnements à haute température, pour ses excellentes propriétés électriques et de blindage. Ses pièces moulées sous pression sont largement utilisées dans la construction de réseaux, les infrastructures de télécommunications et l'industrie informatique, principalement l'aluminium qui présente de bonnes performances en matière de dissipation thermique des coques de filtres radiofréquence.

Pièces automobiles
Les pièces en aluminium moulé sous pression offrent une résistance et une dureté élevées, contribuant ainsi à améliorer le rendement énergétique des voitures en réduisant le poids total.

Accessoires pour machines et équipements industriels
Une excellente résistance à la corrosion, de petites pièces dans diverses machines et équipements industriels, des connecteurs électroniques et des composants de coque peuvent tous être produits par moulage sous pression.

Boîtier de lampadaire, quincaillerie pour la maison
Sa bonne rigidité, sa durabilité et sa légèreté le rendent très adapté à l'utilisation d'objets courants.
Capacités technologiques
| Poids minimum possible de la pièce | Alliage de zinc 0,003g, alliage d'aluminium 0,005g. |
| Poids maximum possible de la pièce | Alliage de zinc 10Kg, alliage d'aluminium 5Kg. Pour plus de détails, veuillez vous référer à la structure du produit. |
| Tailles minimales possibles de la pièce | illimité |
| Tailles maximales possibles de la pièce | Alliage de zinc 3600c㎡, alliage d'aluminium 6400c㎡. |
| Épaisseur de paroi minimale possible | Alliage de zinc 0,8 mm, alliage d'aluminium 1,0 mm. |
| Épaisseur de paroi maximale possible | Les pièces moulées normales en zinc-aluminium de 3 mm et de 10 mm sont les mêmes. |
| Classe de tolérance pour la coulée | ±0,03 dépend de la taille et de la structure du produit. |
| Lot minimum possible | 2000 moules/lot, à l'exception des moules d'essai de nouveaux produits. |
Équipement de production
| Machine de moulage sous pression à chambre chaude | Broyeur | Centre d'usinage vertical | Meuleuse plate |
| Machine de moulage sous pression à chambre froide | Perceuse | Machine à découper | Poinçon électrique |
| Fraiseuse CNC | coup de poing | Perceuse et taraudeuse de bureau | Presse hydraulique |
| Machine à étincelles CNC | Presse hydraulique semi-automatique | Machine à scier | Poinçonneuse à engrenages |
| Fraiseuse | Tours CNC | Grenailleuse | Capacité de production d'assemblage |
Abstrait
La présente invention concerne un procédé de coulée d'une roue en alliage d'aluminium de type 8356 A356 et un procédé de traitement thermique. Le processus comprend les étapes suivantes : a. Adopter un processus de coulée à basse pression dans un moule métallique dans lequel la température de coulée est comprise entre 690 et 735 degrés Celsius et la température de préchauffage du moule est comprise entre 250 et 350 degrés Celsius ; b. Dilution dans un four de fusion pour ajuster la teneur en fer et en silicium dans le liquide d'aluminium, métamorphose dans une poche de raffinage et raffinage par soufflage d'azote à l'extérieur du four pour ajuster la teneur en magnésium, strontium et titane dans le liquide d'aluminium ; c. Ajout de tubes de refroidissement à un moyeu épais dans une partie du moyeu de roue pour ajouter des tubes de refroidissement pour un refroidissement rapide et remplir la périphérie des moules latéraux avec du coton calorifuge pour ralentir la vitesse de refroidissement de la partie centrale de la jante pour une solidification ordonnée. ; et d. Refroidir les pièces moulées de roue et placer les pièces moulées de roue dans le four de traitement thermique pour la mise en solution et le traitement de vieillissement. Dans ce processus, une température de coulée appropriée et des mesures de refroidissement raisonnables sont adoptées pour réaliser efficacement l'alimentation et le retrait des pièces moulées ; pendant le processus de coulée, une crépine est placée sur la colonne montante pour empêcher efficacement les inclusions ; et la qualité du produit des pièces moulées pour roues en alliage d'aluminium modèle 8356 A356 est assurée grâce au contrôle des paramètres clés du processus.
Mots clés
Obtenir le dernier prix ? Nous vous répondrons dans les plus brefs délais (sous 12 heures)